Introduction
Material handling is a very broad category of equipment. Meaning, it can cover everything from moving small packages, to movement of rocks or aggregate in a mine. Control of the equipment varies by the product being moved. For example, a heavy product or a product that can tip over requires a gradual start of the conveyor. The product or machine may be such that it can be started at full speed without any consequences to the product.
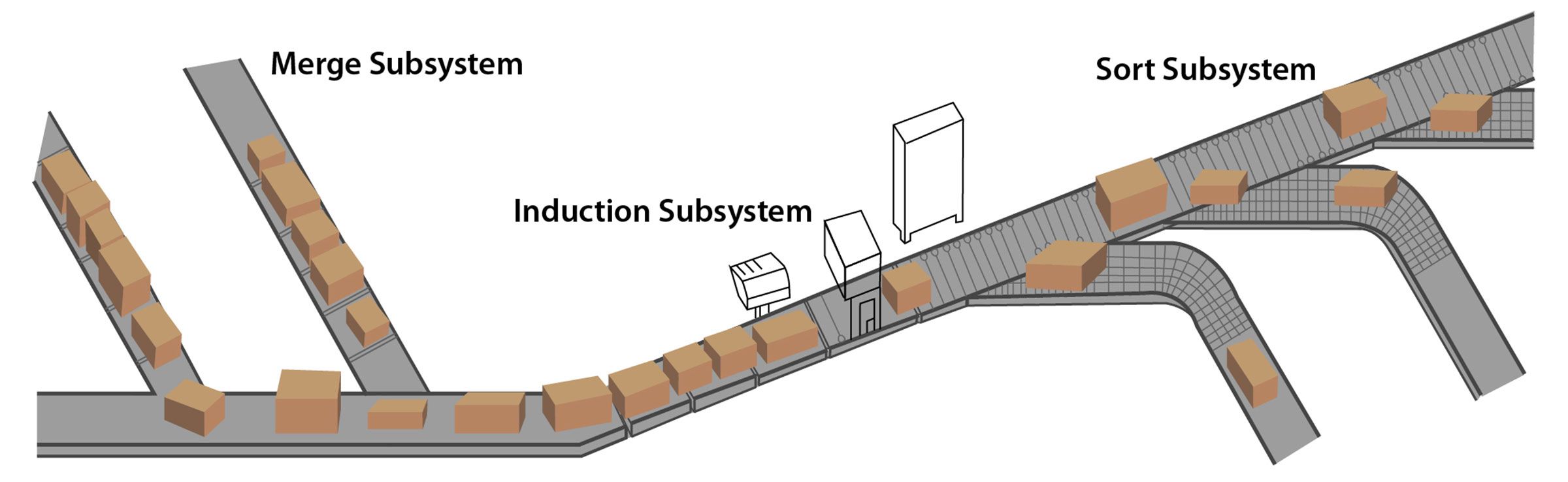
When designing and building subsystems independent of each other, the mechanical and electrical subsystems need to be well defined. The system in Figure 1 indicates there are solid or belt conveyors, control sections, and powered and non-powered roller conveyor areas. Independent of the material or product, the basic operation is the same. Each part of the overall system is connected electrically, with go-no-go signals from that section.
Take the system in Figure 1, the merge subsystem may have a stop or gate, so the packages stack up behind. The sort subsystem requires the packages to be spaced, so it can be diverted to the appropriate destination. To accomplish the correct package spacing, the induction subsystem handles the spacing of packages by starting and stopping the conveyor or packages.
Given the product and quantity one can determine what type of conveyor to use for a material handling system. Here are some items to consider when designing a system.
- Type of material or package
- Maximum size and weight
- Number and type of operator stations or points of operation
- Emergency stop stations (E-stop)
- Type of control, i.e., distributed or central
- Available power (electrical, pneumatic, and/or hydraulic)
Merge Subsystem
The merge subsystem may have several names such as: in-feed, off load, machine output, etc. Typically, this subsystem is designed with continuous feed and a storage or accumulator area. See Figures 2 and 3. This subsystem, like most material handling systems, may have rollers, belts, or table conveyors. All of these require a motor starter, circuit protection, pilot devices, PLC, sensors, and stack lights, just to name a few.
- Motor control may be: across the line starters, DC controllers, or VSD (variable speed drives).
- Operator interface may be pilot devices such as: selector switches, push buttons, pilot lights, stack lights, and E-stop stations.
- A PLC or other intelligent device with some form of sensor may also be used.

Induction Subsystem
The induction subsystem may have several names such as: spacing, selection, sort, etc. Typically, this subsystem is designed to accept material from the merge subsystem and space it out. This section may include inspection, sorting, or spacing. This subsystem may have timers or current sensor relays, in addition to that of the merge subsystem. The induction subsystem typically requires more intelligence than the other subsystems. The reason for this is that this subsystem controls both the spacing and to which sorting subsystem. This intelligence could be as simple as a timer or use a PLC to control spacing and sorting.
- Zone control typically controls the in-out device for proper spacing by sending a signal to the motor control.

Sort Subsystem
The sort subsystem sorts the materials to the appropriate destination. This is the point where the product may be packaged or headed off for shipment. The sort subsystem may be powered by electric and gravity and may include: diverters, elevators, lifts, slides, belt conveyors, accumulators, and/or powered/non-powered rollers. See Figure 5.
Each device requires: relays, operator interface, motor starter, circuit protection, pilot devices, diverters, position and product sensors, current sensor relays, stack lights, etc.
This sort subsystem has diverters that direct the product to the packaging or shipping area. Each diverter has to have input from sensors or controlled from the merge subsystem. A relay or communication device may be needed if the power requirements of the stack light, pilot device, diverter, or motor controller are greater than the output of the device. Additionally, there may be drops, shoots or conveyors that extend into the back of a large truck.

Conclusion
All All of these subsystems add up to material handling applications widely used in every industry. This overview has been a brief summary of the concepts, machinery, and controls. Any application can be a complicated engineering challenge, and no two are exactly alike.
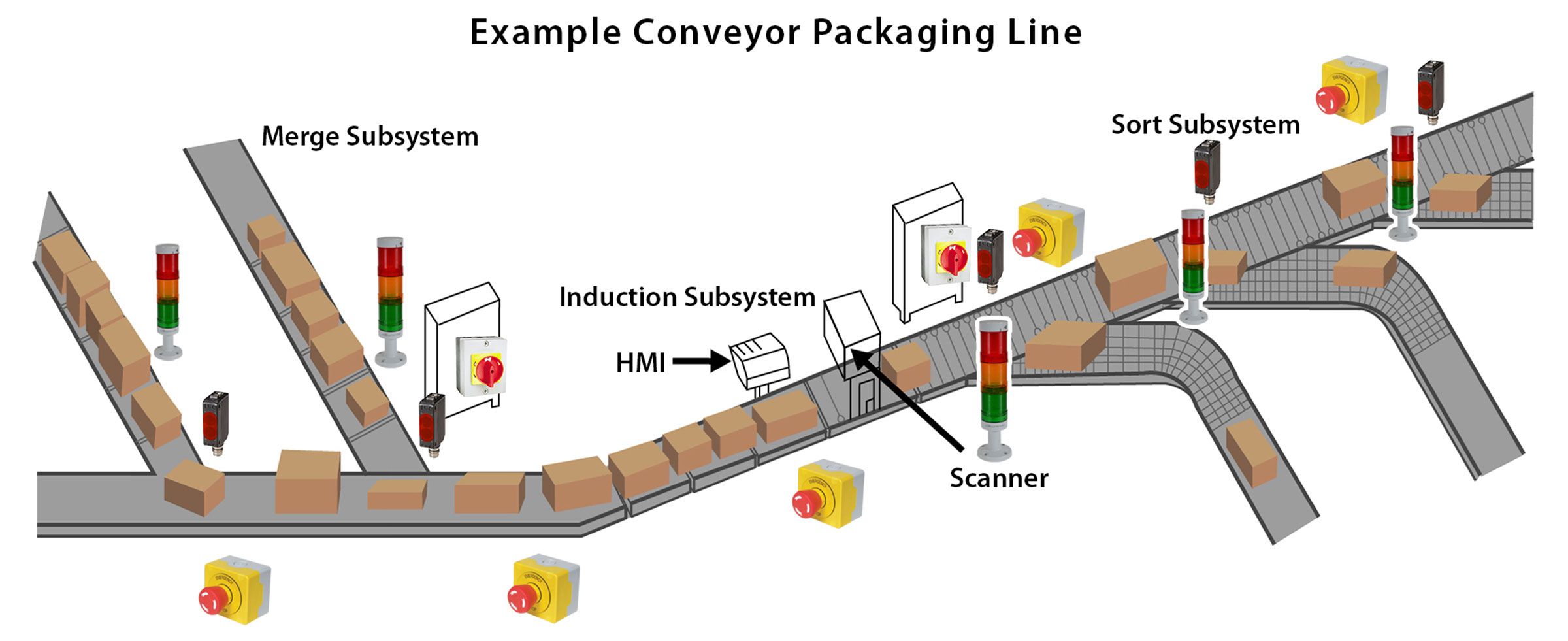
c3controls has been a key supplier to the material handling industry for decades. From motor control to pilot devices, circuit protection to disconnects, and everything in between. Below is a small example of where our products can be found.
--------------------
Disclaimer:
The content provided in this document is intended solely for general information purposes and is provided with the understanding that the authors and publishers are not herein engaged in rendering engineering or other professional advice or services. The practice of engineering is driven by site-specific circumstances unique to each project. Consequently, any use of this information should be done only in consultation with a qualified and licensed professional who can take into account all relevant factors and desired outcomes. The information in this document was posted with reasonable care and attention. However, it is possible that some information in this document is incomplete, incorrect, or inapplicable to particular circumstances or conditions. We do not accept liability for direct or indirect losses resulting from using, relying or acting upon information in this document.
ISO 9001:2015
Certified
17+ Million Product
Configurations
Lifetime
Warranty
Guaranteed
Same-Day Shipping
Advantage Pricing
Save Up To 40%
c3controls Headquarters, USA
664 State Avenue
Beaver, PA 15009